




VMC850B CNC-Fräsmaschine, vertikales Bearbeitungszentrum
Produktmerkmale



1. Allgemeine Anweisungen
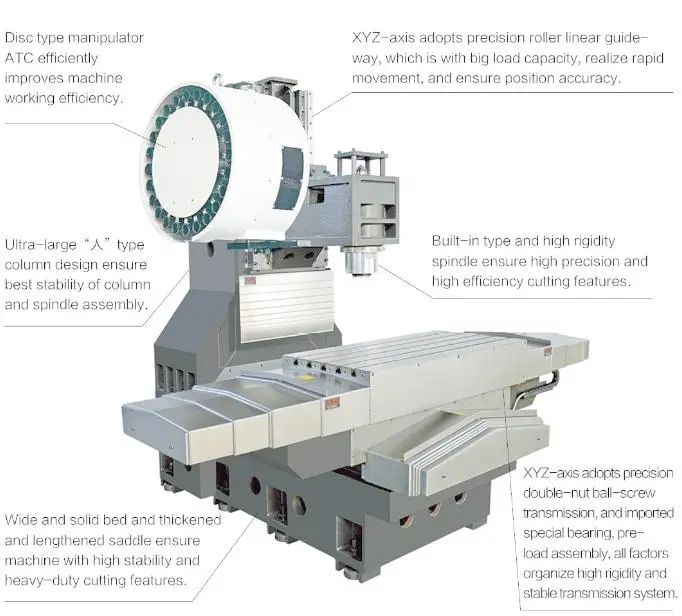
Diese Maschine ist in vertikaler Rahmenbauweise konstruiert. Die Säule ist am Maschinenkörper montiert, die Spindelbox gleitet auf der Säule und bildet die Z-Achse, der Schlitten gleitet auf dem Maschinenkörper und bildet die Y-Achse, und der Arbeitstisch gleitet auf dem Schlitten und bildet die X-Achse. Alle drei Achsen sind Linearführungen mit hoher Vorschubgeschwindigkeit und Präzision. Für Maschinenkörper, Säule, Schlitten, Arbeitstisch und Spindelbox verwenden wir hochwertiges Grauguss, das mit Harzsand-Technologie bearbeitet und zweifach wärmebehandelt wird, um die inneren Eigenspannungen des Materials zu beseitigen. Alle Teile wurden mit der SolidWorks-Software optimiert, was die Steifigkeit und Stabilität nicht nur der einzelnen Teile, sondern der gesamten Maschine deutlich verbessert. Zudem werden Verformungen und Vibrationen beim Zerspanen minimiert. Die wichtigsten Komponenten stammen von weltweit führenden Herstellern und gewährleisten so eine hohe Stabilität und Langlebigkeit der Maschine. Diese Maschine ermöglicht Fräsen, Bohren, Reiben, Ausdrehen und Gewindeschneiden und wird üblicherweise in der Militär-, Bergbau-, Automobil-, Formenbau-, Instrumenten- und anderen mechanischen Bearbeitungsindustrien eingesetzt. Sie eignet sich für alle Arten von hochpräzisen Bearbeitungen und vielfältige Prozessabläufe. Es eignet sich gut für die Klein- und Mittelproduktion mit vielfältigen Produkten und kann auch in automatische Produktionslinien integriert werden.
2. Drei-Achsen-System
Alle drei Achsen sind mit Linearführungen und großem Spannweitenbereich für dauerhafte Präzision ausgestattet. Die Motoren der drei Achsen sind über spielfreie, flexible Kupplungen direkt mit hochpräzisen Kugelgewindetrieben verbunden. Jeder Kugelgewindetrieb ist ein importiertes Präzisions-Schrägkugelgewindetrieb mit passenden Fachlagern. Zusätzlich werden die Kugelgewindetriebe vorgespannt, um höchste Genauigkeit und Präzision zu gewährleisten. Der Servomotor der Z-Achse verfügt über eine automatische Bremsfunktion. Bei Stromausfall wird der Motor automatisch angehalten, um ein Weiterdrehen zu verhindern und somit die Sicherheit zu gewährleisten.
3. Spindeleinheit
Die Spindel wird von einem professionellen Hersteller gefertigt, um höchste Präzision und Steifigkeit zu gewährleisten. Das Spindellager stammt von einem weltweit renommierten Hersteller von Hochpräzisionslagern und wird unter konstanter Temperatur und staubfreier Umgebung montiert. Anschließend wird jede Spindel einem dynamischen Auswuchttest unterzogen, um Lebensdauer und Zuverlässigkeit sicherzustellen. Ein Niederdruck-Luftzirkulationssystem schützt die Spindel, indem es Niederdruckluft in den Spindelinnenraum bläst und so eine Schutzschicht bildet, die das Eindringen von Staub und Kühlmittel verhindert. Dadurch arbeitet das Spindellager in einer sauberen Umgebung, was die Spindeleinheit schützt und ihre Lebensdauer verlängert. Die Spindeldrehzahl kann innerhalb des Drehzahlbereichs stufenlos geändert werden. Sie wird durch eine interne Motorcodierung gesteuert, die für die Spindelausrichtung und präzises Gewindeschneiden sorgt.
4. Werkzeugwechselsystem
Das Standard-Werkzeugmagazin dieser Maschine hat eine Kapazität von 24 Tonnen und ist an der Seitensäule montiert. Beim Werkzeugwechsel wird der Werkzeugteller angetrieben und über einen motorbetriebenen Wälzfräsmechanismus positioniert. Sobald die Spindel die Wechselposition erreicht hat, führt der automatische Werkzeugwechsler (ATC) den Werkzeugwechsel durch und sendet den Werkzeugantrieb. Der ATC ist ein Wälzfräsmechanismus, der durch Vorspannung eine hohe Drehzahl ermöglicht und so einen schnellen und präzisen Werkzeugwechsel gewährleistet.
5. Kühlsystem
Die Maschine ist mit einer leistungsstarken, stehenden Tauchkühlpumpe und einem großvolumigen Wassertank ausgestattet. Die Kühlpumpe fördert 2 m³/h und gewährleistet so eine ausreichende Kühlleistung. Am Spindelgehäuse befindet sich eine Kühldüse, die Werkzeug und Werkstück mit Luft oder Wasser kühlt. Eine Druckluftpistole dient zur Reinigung von Maschine und Werkstücken.
6. Pneumatisches System
Eine pneumatische Einheit filtert Verunreinigungen und Feuchtigkeit aus der Gasquelle, um Beschädigungen und Korrosion an Maschinenteilen zu vermeiden. Eine Magnetventileinheit steuert das Programm mittels SPS und gewährleistet so die schnelle und präzise Ausführung der Aktionen zum Lösen des Spindelspannwerkzeugs, zum Ausblasen der Spindelmitte, zum Spannen des Spindelspannwerkzeugs und zur Spindelkühlung. Bei jedem Werkzeugwechsel wird Druckluft aus der Spindelmitte eingeblasen, um die Spindelinnenbohrung und den Werkzeugschaft zu reinigen und so eine hohe Steifigkeit der Spindel-Werkzeug-Verbindung zu gewährleisten. Dies verlängert die Lebensdauer der Spindel.
7. Maschinenschutz
Wir verwenden für die Maschine eine standardmäßige Schutzabdeckung, die nicht nur vor Kühlmittelspritzern schützt, sondern auch einen sicheren Betrieb gewährleistet. Jede Führungsbahn ist mit einer Schutzabdeckung ausgestattet, um zu verhindern, dass Kühlmittel und Werkstücke in den Innenraum gelangen und um Verschleiß und Erosion an Führungsbahn und Kugelgewindetrieb zu reduzieren.
8. Schmiersystem
Führungsbahn und Kugelgewindetrieb sind mit einem zentralen Schmiersystem und einem volumetrischen Ölabscheider in jedem Knotenpunkt ausgestattet. Dadurch wird Öl in festgelegten Mengen und Intervallen zugeführt, um die Schmierung jeder Gleitfläche zu gewährleisten und den Fertigungsaufwand zu reduzieren. Dies verbessert die Genauigkeit und verlängert die Lebensdauer von Kugelgewindetrieb und Führungsbahn.
9. Spänefördersystem
Wir bieten ein standardmäßiges manuelles Späneabfuhrgerät mit einfacher Bedienung an. Sie können außerdem zwischen einem Späneförderer mit Schnecke oder einem mit Scharnier wählen.
| Artikel | Einheit | VMC640L | VMC640LH | VMC850L | VMC1000L |
| Arbeitstisch | |||||
| Arbeitstischgröße | mm | 400×900 | 400×900 | 500×1000 | 500×1200 |
| T-Nut (N×B×T) | mm | 3×18×100 | 3×18×100 | 5×18×100 | 5×18×100 |
| Reisen | |||||
| X-Achsen-Verschiebung | mm | 640 | 640 | 850 | 1000 |
| Y-Achsen-Verschiebung | mm | 400 | 400 | 500 | 500 |
| Z-Achsen-Verschiebung | mm | 400 | 500 | 600 | 600 |
| Bearbeitungsbereich | |||||
| Abstand von der Spindelmitte zur Säulenvorderseite | mm | 440 | 476 | 572 | 572 |
| Abstand von Spindelende zu Arbeitstisch | mm | 120-520 | 120-620 | 120-720 | 120-720 |
| Maschinendimension | |||||
| L×B×H | mm | 2200×2100×2500 | 2200×2100×2550 | 2540×2320×2780 | 3080×2320×2780 |
| Maschinengewicht | |||||
| Maximale Tragfähigkeit des Arbeitstisches | kg | 350 | 350 | 500 | 600 |
| Maschinengewicht | kg | 3900 | 4100 | 5200 | 5600 |
| Spindel | |||||
| Spindellochkonus | BT40 | BT40 | BT40 | BT40 | |
| Spindelleistung | kw | 5,5 | 5,5 | 7,5/11 | 7,5/11 |
| Maximale Spindeldrehzahl | U/min | 8000/10000 | 8000/10000 | 8000/10000 | 8000/10000 |
| Vorschub (Direktantrieb) | |||||
| Maximale Vorschubgeschwindigkeit | mm/min | 10000 | 12000 | 12000 | 12000 |
| Hohe Vorschubgeschwindigkeit (X/Y/Z) | m/min | 20.20.2010 | 30.30.24 | 32/32/30 | 32/32/30 |
| Kugelgewindetrieb (Durchmesser + Steigung) | |||||
| Kugelgewindetrieb der X-Achse | 3210 | 3212 | 4016 | 4016 | |
| Kugelgewindetrieb der Y-Achse | 3210 | 3212 | 4016 | 4016 | |
| Kugelgewindetrieb der Z-Achse | 3210 | 4012 | 4016 | 4016 | |
| Werkzeugmagazin | |||||
| Werkzeugmagazinkapazität | T | 16 | 16 | 24 | 24 |
| Werkzeugwechselzeit | s | 2,5 | 2,5 | 2,5 | 2,5 |
| Positionsgenauigkeit (Nationaler Standard) | |||||
| Positioniergenauigkeit (X/Y/Z) | mm | 0,008 | 0,008 | 0,008 | 0,008 |
| Neupositionierungsgenauigkeit (X/Y/Z) | mm | 0,005 | 0,005 | 0,005 | 0,005 |
| NEIN. | Name | Marke |
| 1 | CNC-System | Siemens 808D-System |
| 2 | Hauptmotor | Kompletter Satz Siemens-Antriebe inklusive Servomotor |
| 3 | X/Y/Z-Achsenmotor, Treiber | Siemens |
| 4 | Kugelgewindetrieb | Hiwin oder PMI (Taiwan) |
| 5 | Kugelgewindetrieb | NSK (Japan) |
| 6 | Linearführungen | Hiwin oder PMI (Taiwan) |
| 7 | Spindelmotor | POSA/ROYAL (Taiwan) |
| 8 | Wärmetauscher | Taipin/Tongfei (Joint-Venture) |
| 9 | Hauptkomponenten des Schmiersystems | Proton (Joint Venture) |
| 10 | Hauptkomponenten des pneumatischen Systems | AirTAC (Taiwan) |
| 11 | Hauptkomponenten des elektrischen Systems | Schneider (Frankreich) |
| 12 | Wasserpumpe | China |





